Categorii
România
|
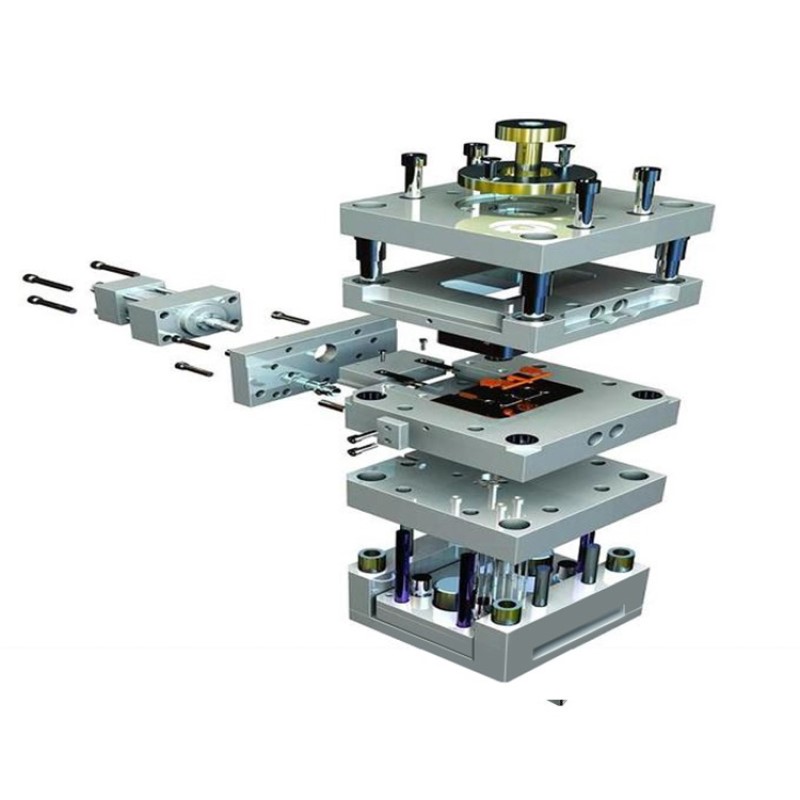
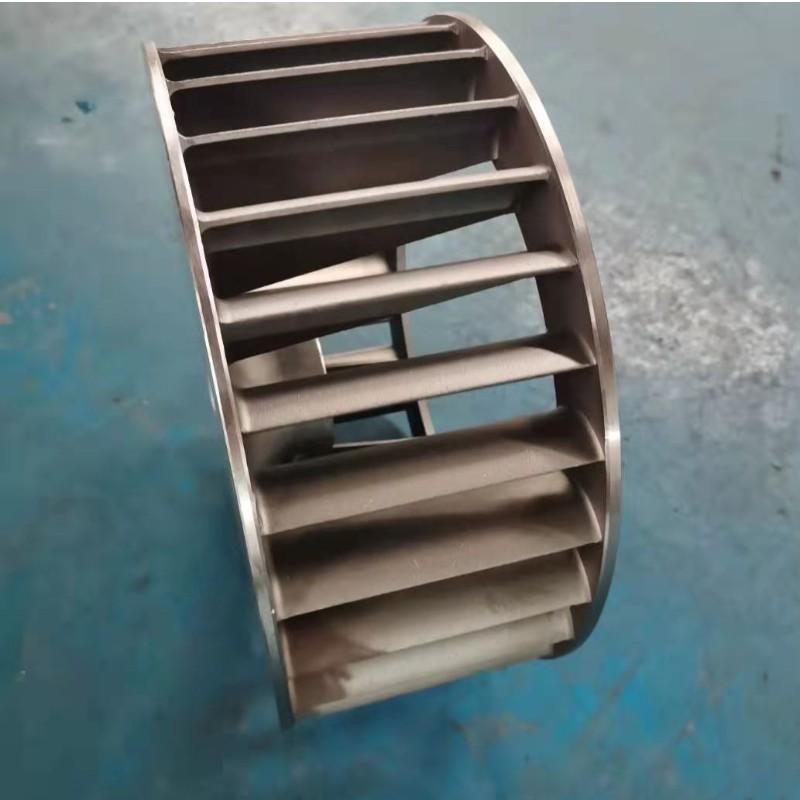
investment Casting Dezvoltarea aliajelornoi la Blade Pentru a obține o performanță ridicată a temperaturii a cerut o dezvoltare paralelă în procesarea aliajului. Înainte de anii 1940, lamelele motorului turbinei cu gaz au fost aliaje de fier-based prin friguri la rece. În anii 1940 și 1950, turnarea de investiții și de topire de vid au fost introduse pentru fabricarea lamelor motorului. În anii 1970, procesul de solidificare direcțional (DS) a fost inventat și a făcut un mare avans în capacitatea termică a lamelor. Granițele de cereale au scăzut semnificativ și cristalele au fost toate aliniate în direcția de stres centrifugal. Bazat pe DS procesului de turnare, cu un singur cristal (SX) lame au fost exploatate, care sunt libere de limitele granulei de unghi înalt și, prin urmare, crește dramatic punctul de topire al paletelor turbinelor]. Până în prezent, toate familia modernă Trent de motoare încorporează materiale monocristaline. prezent, palete de turbine sunt proiectate cu geometrii complexe și canale complicate, care permit fluxul de aer mai rece în interiorul și lungul lame timpul funcțiune. de aceea, turbină cu componente sunt obicei produse prin turnarea de investiții.
Versiunea procesul de turnare de investiții (de asemenea,numit pierdut \\ turnarenwax) implică următoarele etape:-
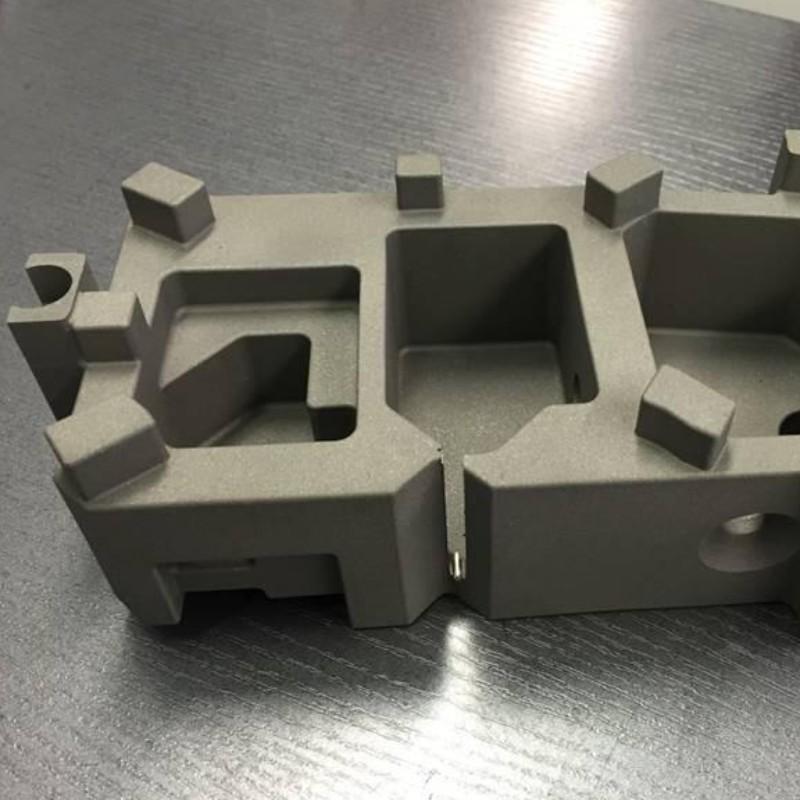
1. Un model al componentei de turnare este preparată prin injectarea de ceară topită într-o matriță metalică. Dacă estenecesar (cum ar fi pentru pasajele de răcire în lamele turbinelor), miezurile ceramice pot fi prefixate în matriță la goluri complicate pentru piese turnate. Modelele de ceară pot fi asamblate în clustere pentru a permite ca mai multe lame să fie produse într-o singură turnare.2. Matrița de ceară este apoi muiată
în pastă ceramică constând din agenți și amestecuri de zircon (ZrSiO4), alumină (Al2O3) și silice (SiO2) de legare, urmată de șpăcluire cu particule mai mari din materialele de mai sus. Acest proces arenevoie să fie repetat de mai multe ori, până când grosimea shell este suficient de gros pentru a rezista la șocul mecanic de a primi metalul topit.
3. După ce învelișul este construit, ceara este eliminat într-o
4 autoclavă sau cuptor.. Matrița ceramic este apoi ars la temperaturi ridicate pentru a construi puterea și să-l gata să primească superaliaje topit.5. Când procesul de turnare a, cojile de investiții sunt knock-off și miezuri ceramice sunt extrași folosind un înalt \\ autoclavănpressure prin mijloace chimice.
-

Telefonul companiei: +86 021-5995 8756
E-mail: Contacteaza-ne
Telefon mobil: +86 17717022732
website: condlycasting.romb2b.com
Adresa: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 Logare utilizator
Logare utilizator